Jiangsu Baodie Automation Equipment Co., Ltd.






Информация за продукта
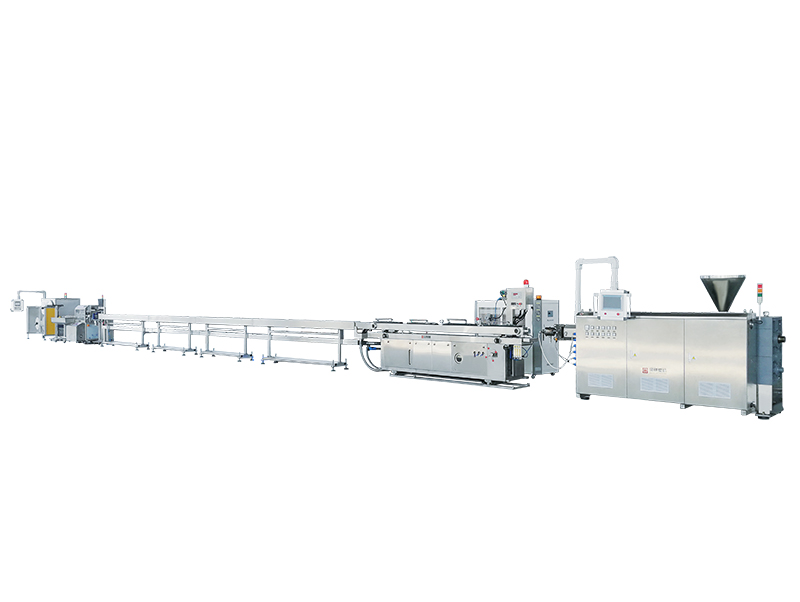
Въз основа на богат практически опит и японска технология, ние разработихме прецизна екструдираща линия за PA тръби от трето поколение, която е широко приета от нашите клиенти от страната и чужбина.
Нашите крайни потребители: CHINAUST Group, Sanoh Industrial, Arkema, HUATE Group и др.

Нашиятпредимство




Характеристики на оборудването
- PA (найлон) шнекът е DSBM-T MADDOCK бариерен тип смесителен транспортен шнек, който може перфектно да се адаптира към PA материала с висока термична чувствителност, течливост и вискозитет на топене, като по този начин осигурява равномерно пластифициране и висока производителност;
- Сърцевина на прътите и матрицата са изработени от шведска стомана "ASSAB" S136, прецизно шлифована, което осигурява блясък на вътрешната повърхност на потока и антикорозионна защита. Структурата на матрицата е "високонапорен обемен тип", иницииран от нашата компания, и може да осигури стабилно и високоскоростно екструдиране на тръбния материал с минимални колебания;
- С новата технология за „автоматично точно управление на вакуума“: вакуумната и водната система се управляват отделно. По този начин можем да координираме многостепенната система за управление на водния баланс с вакуумната система, осигурявайки стабилна степен на вакуум, ниво на охлаждащата вода и воден поток.
- Високопроизводителна лазерна измервателна система, формираща затворен контур за управление с обратна връзка, елиминираща отклонението на диаметъра онлайн;
- Теглич, оборудван с многослоен, износоустойчив синхронен ремък, без плъзгане. Високо прецизно ролково задвижване, серво задвижваща система YASKAWA или променливотокова задвижваща система ABB, реализират изключително стабилно издърпване.
- Базирана на серво задвижваща система, програмируемо управление Japan Mitsubishi PLC и човеко-компютърен интерфейс SIEMENS, режещият инструмент може да реализира прецизно непрекъснато рязане, рязане по време, рязане с отчитане на дължина и др. Дължината на рязане може да се задава свободно, а времето за рязане може да се задава автоматично, което може да отговори на различните изисквания за рязане с различна дължина.

Умрете

Калибрационен ръкав

Вакуумен охладителен резервоар

Лазерен измервателен уред

Издърпвач и нож

Събирателен резервоар

Машина за навиване
Основен технически параметър
| Модел | Диапазон на диаметъра на технологичната тръба (мм) | Диаметър на винта (мм) | Л/Д | Основна мощност (KW) | Производителност (кг/ч) |
| SXG-45 | 3.0~12.0 | 45 | 30 | 15 | 18-30 |
| SXG-50 | 3.0~16.0 | 50 | 30 | 18.5/22 | 28-45 |
| SXG-65 | 3.0~20.0 | 65 | 30 | 37/45 | 55-85 |
| SXG-75 | 3.0~20.0 | 75 | 30 | 55/75 | 80-110 |
Спецификация на PA малка тръба и справка за състоянието на производството
| Външен диаметър (мм) | Скорост на производство(м/мин) | Точност на контрол на диаметъра(≤ мм) |
| 4.0 | 80-100 | ±0,05 |
| 6.0 | 60-80 | ±0,05 |
| 8.0 | 40-50 | ±0,08 |
| 10.0 | 25-40 | ±0,08 |
| 12.0 | 16-30 | ±0,10 |
| 14.0 | 12-20 | ±0,10 |
| 16.0 | 10-15 | ±0,12 |
Референтна точност на рязане
| Дължина на рязане | ≤50 мм | ≤500 мм | ≤1000 мм | ≤2000 мм |
| Точност на рязане | ±0,5 мм | ±1,0 мм | ±2,0 мм | ±3,0 мм |
ОЩЕ
Свързани продукти
-

PA/PE/PP/PVC високоскоростна едностенна гофрирана ...
-

Прецизна линия за екструдиране на медицински тръби
-

Прецизна линия за екструдиране на тръби с малък диаметър
-
Високоскоростна линия за екструдиране на медицински PVC тръби
-

Линия за прецизно екструдиране на PU (полиуретанови) тръби
-

Прецизна линия за екструдиране на флуорни пластмасови тръби